-

浔之漫智控技术(上海)有限公司
主营:西门子PLC代理商,西门子PLC模块代理商,西门子中国一级代理商,西门子低压电器总代理商,西门子DP通讯电缆代理商,西门子中国总代理商

浔之漫智控技术(上海)有限公司
主营:西门子PLC代理商,西门子PLC模块代理商,西门子中国一级代理商,西门子低压电器总代理商,西门子DP通讯电缆代理商,西门子中国总代理商 15
15
西门子宿迁PLC模块总代理
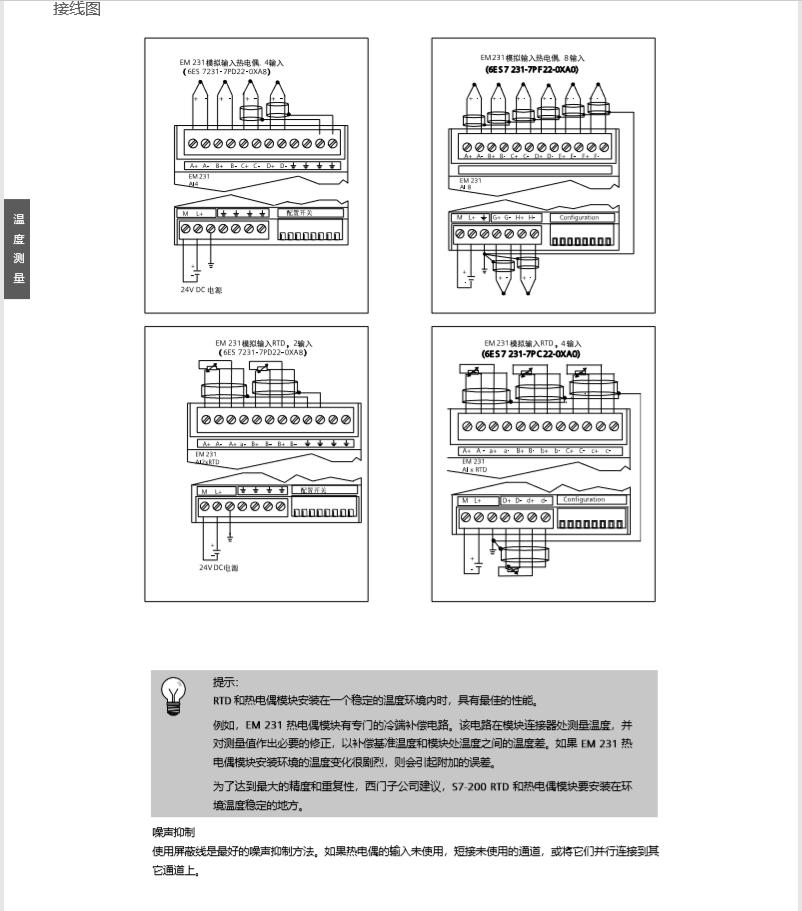
高运行的稳定性,对LED显示面板进行人机界面改造,方便监控及参数修改,满足现代工业生产的需要。
数控冲孔送料机是压制金属板材的**设备。适用于压制钢板等金属材料。电气自动控制电脑部分原采用原厂产的单片机**控制器(目前制造厂家已不再生产);制、显示、参数设置于一身;市场上不易采购。
一、改造理由:
随着使用年限的增加,车间里高温及灰尘的生产环境,使得主控制电脑出现接插件老化、接触不良和线路板被腐蚀严重及参数易丢失、死机的现象。易造成控制动作失常,信号失真,影响到定时、动作控制器件的正常工作(或造成损坏);另一方面,显示器要求输入参数多,操作步骤繁琐,显示不直观设备量较大,电脑备件国内无处购买,影响生产进度。较难满足现代工业生产的需要。
针对上述种种不利因素,我们提出了相应的改造方案,使用比较先进的技术平台-----通用型可编程序逻辑控制器(PLC)系列及人机界面(触摸屏)产品替换原有的单片机**控制电脑。
二、系统构成:
此设备传动部分运行较为正常且基本完好,因此改进原则是不需对传动部分做出改进,只对原电气电脑自动控制部分进行改造。重新设计制图,按压制工艺特点编制相应的应用程序。选用通用PLC、触摸屏系列系统地完成此设备人机对话和自动控制的替换。
控制指令由系统触摸屏集中操作,系统通过操作员指令输出控制信号。
三、主要技术特点:
所需应用程序根据工艺操作要求经在线调试修改完善,已使得机器稳定性好,使得机器自动化程度提高,性能稳定可靠,功能增强,操作简便直观,降低了劳动强度,大大提高了生产效率。减少操作步骤,*输入参数,能使操作人员较快熟悉并熟练操作机器。可实时按工艺要求改进或增加实用功能,备件易购。系统集成度高,电气结构简单直观易查。降低了故障发生率。
四、主要功能:
1、全中文触摸人机界面,且操作简便,视窗友好直观。
2、机器手动、自动状态选择。
3、时间,动作状态实时显示。
4、产量实时记录显示功能。
5、功能控制钮统一集中于触摸屏之上,方便操作。
五、操作过程
开机画面显示有手动/自动/微调等按钮。速度设定有手动/自动/微调速度,当选择手动时设备XY轴动作指令由电控箱按钮操作,若同时使用微调按钮,动作速度为微调速度。一般情况下微调速度应低于手动速度,XY轴=0按钮可指令目前设备原点,原点回归为设备自动回原点,冲床OFF/ON为手动冲床动作;当选择自动时,手动按钮微调按钮自动复位,速度由自动速度*,此时设备属于自动状态,XY轴=0冲床OFF/ON按钮及原点回归按钮功能失效。按**次冲床按钮为自动开始**次冲床不动作,反之则不限制自动**次的冲床动作。动作模拟为自动状态时需要调试自动程序动作的运行状况,此功能启用时冲床不动作,其他动作将按自动程序运行。自动暂停为在自动程序运行时若使用自动暂停,设备将停止动作。关闭自动暂停则设备进行下一步动作。
P1
程序使用:系统可存储1-15种自动程序,当选择程序编号后工件编号即显示在程序号后面。
画面选择:按自动状态按钮画面跳转到P2,P2画面为自动状态程序运行的数据,实时显示运行的步位及次数。若在此画面修改程序参数,设备动作将被修改但不存储在程序存储器上,关掉电源不保持数据。开机将调用程序使用的程序号上的数据;
P2
按参数查询画面跳转到P3。
P3-----------------------------
P3画面为自动程序使用的内存数据,可以修改和保存;需要修改程序应在程序查询按钮关的状态(显示绿色),修改完参数后要确
认修改。则参数下载到系统存储器,即修改成功。
程序参数定义:
1,XY轴位置即当前步电机要动作的长度。
2,次数设定为当前步要动作的次数;
3,步号设定为当前步动作后若次数未到达则将跳转目标步。
4,若次数到达则当前步自动向下一级跳转。
5,若X=0 Y=0 次数=0 步号=0 ,当自动运行到此步参数时系统将认为冲孔完成,等待设定时间(P1)后将自动回原点。等待下一个工件的动

、激光焊接要求
参照DVS 3203 Part 3,材料分成冷轧钢板( DIN 1623 Part 1,即EN10027)、轧带钢(DIN 1624,即EN 10027),热轧带钢板(C<0.20%,TL 1111)、冷轧窄带板(参见DIN 17100,即EN 10027),对于钢板中碳含量大于0.22%,或锌层厚度大于7.5um,需要咨询工程师。
4、焊缝设计
焊缝可焊性主要考虑三个因素:设计,材料和生产。焊缝的主要设计特性包括负载特性、焊缝参数、装夹、工件的可容允度、焊后处理等,参见DIN 8528 Part 1。
4.1设计布局(参见DVS 3203-4)
主要考虑接头类型(对接、角接、搭接、叠焊、卷边等)、焊缝类型(包括位置等信息)如果是镀锌板,平板对接间隙控制在0.05~0.1mm,角焊缝单边角度大于10°。
4.2工艺和质量保证
焊缝质量参见EN 729 Part 1 ,全面的质量要求参见EN 729 Part 2。
当没有明确说明时,可参见通用标准EN 25817 和En ISO 13919-1,一般情况下满足B级要求。
评价标准:外部缺陷或成型标准参见EN 970,用五倍放大镜观察焊缝成型即可二、激光焊缝缺陷及原因对策:
1、焊接飞溅: 激光焊接完成后,材料或工件表面出现多的金属颗粒,附着于材料或工件表面。
原因:材料或工件表面未清洗,存在油渍或污染物,也可能是镀锌层的挥发所致。
对策:激光焊前清洗材料或工件。
2、焊缝堆积:填充焊时焊缝填充材料明显太多,焊缝太高。
原因:焊接时送丝速度过快或焊接速度太慢。
对策:增加焊接速度或减小送丝速度,或减小激光功率。
3、焊偏:焊缝金属不在接头结构中心凝固。
原因:焊接时定位不准,或填充焊时光与丝的对位不准。
对策:调整焊接定位,或调整填充焊时光与丝的位置,以及光、丝与焊缝的位置。
4、焊缝凹陷:焊缝金属表面出现凹下的现象。
原因:钎焊时,焊接光斑中心位置不良所致,光斑中心靠近下层板材且偏离焊缝中心位置,造成部分母材熔化。
对策:调整光、丝匹配。
5、焊缝中断或粗细不均匀:焊缝钎焊时,未送丝而形成焊缝中断或粗细不均匀。
原因:送丝不稳定,或出光不连续等。
对策:调整设备的稳定性。
6、气孔:焊缝表面出现气孔。
原因:焊缝表面未清理,或镀锌板锌蒸气的挥发所致。
对策:清理焊缝表面,改善锌受热时的挥发。
7、焊瘤:在焊缝轨迹发生大的变化时,容易在转角处出现焊瘤或成型不均等现象。
原因:焊缝轨迹变化大,示教不均匀所致。
对策:在较优参数下焊接,且调整好示教以连贯过度转角处。(end)