-

浔之漫智控技术(上海)有限公司
主营:西门子PLC代理商,西门子PLC模块代理商,西门子中国一级代理商,西门子低压电器总代理商,西门子DP通讯电缆代理商,西门子中国总代理商

浔之漫智控技术(上海)有限公司
主营:西门子PLC代理商,西门子PLC模块代理商,西门子中国一级代理商,西门子低压电器总代理商,西门子DP通讯电缆代理商,西门子中国总代理商 15
15

6SL3210-5FB11-5UF0
控制系统软件设计
1、人机界面
工控机软件采用西门子公司的WINCC组态软件,共设计了实时报警画面、历史报警画面、挤出画面、压延画面、冷却画面、卷取画面、裁画面、配方选择画面、配方编辑画面、D P 诊断画面、数据显示画面、挡丝菜单画面、服务菜单画面,通过组态画面可以方便的进行状态查询, 故障维护。
2、PLC 软件
本系统所有电机的速度是以接取电机的速度为准,根据生产需要,设定各段的运行速度,P L C 根据各段不同的速比计算出各台驱动器的初始速度,通过PROF I BUS 现场控制总线传给每一台驱动器。
由于胎面胎侧收缩的原因,使得每一段的线速度均有变化,加上其他原因,就可能使胎面胎侧拉伸或松弛,因此我们采用了以下典型的控制理论。
在上坡段及以后的各段,当速度调节辊的信号(0~10 V)大于5 V 时,后段电机减速,当速度调节辊的信号(0~10 V)小于5 V 时,后段电机加速。在P LC 中我们采用P ID 算法来保持前后运输带的同步。
在胎侧卷取部分,采用卷径计算的方法,配合速度调节辊的信号来实现卷取的功能。
在胎面裁断部分,采用高速计数模块采集胎面实际传送的长度,通过PLC 的运算,进行定长裁断。
四、应用体会
S5 改为S 7 后的系统优点:
1、通讯速度快:由于采用了S 7 - 4 0 0 的PLC,我们将现场的34 台驱动及3 个分布式I /O模块均联接在1 个DP 口上(CPU 的DP /MPI 口须预留),为此我们将通讯速度设定在1 . 5 M。
2、应用灵活,编程方便: 由于采用了PROFIBUSDP 现场总线,各驱动器的控制字、状态字、设定值、实际值、故障报警信息均可直接读写。
3、接线简单:所有的驱动器只有1 根D P通讯线, 大大降低了故障率。
4、扩展性强:如果现场需要增加驱动器,只需1 根D P 通讯线与D P 总线连接即可。
5、维护简单:由于PROFIBUS 现场控制总线的监视和检测都可以通过P L C 编程后通过工控机显示。可以迅速了解故障,及时解除故障。
6、备件更换方便:S7-400PLC 及6RA70 是西门子新一代产品,是目前及将来的主流控制元器件。
7、可节省大量的工期,由于S5 同S7 的产品是西门子升级换代的产品,其硬件的接线有相近性,可节省配线周期,其软件有相通性,可节省大量的调试周期。
对于正常生产缺少备件的用户来说,S 5 升级S 7 是一种切实可行的方法。
五、应用效果
双复合挤出生产线根据以上方法,通过对电气系统的改造,取得了良好效果:
1、系统稳定性明显提高;
2、设备运行精度明显提高;
3、设备故障率明显降低,提高了生产能力;
4、设备维护成本明显降低,且了停产的风险(缺备件);
5、生产的部件质量明显提高,提高了产品质量;
6、提高了生产的自动化程度,有效防止人为的质量波动。
因此,通过电气系统的升级改造,以尽可能低的费用,提升老设备的运行性能,使之发挥出原有的设计性能乃至更佳,生产出优质的产品来赢得市场的竞争,不失为一条较好的出路

摘要:详细叙述了GLM-8型行架式刮油刮渣机工艺流程、自动控制系统说明。同时,总结了采用GLM-8型行架式刮油刮渣机进行污水处理所取得的经济效益和社会效益。
引言 一、工艺流程 |
自动控制系统设有现场手动、自动和远程控制接口。当刮油刮渣机出现故障时,设备现场声报置进行报警,并通过信号通信系统将信号送到中控室报警。
设备的输电系统采用电缆输入电源和信号控制电缆输出信号,电缆在运行过程中悬挂在空中的电缆滑车上,电缆滑车在行架式刮油刮渣机的带动下沿着滑车轨道进行往返工作。
当设备的自动控制系统出现失控时,刮油刮渣机行驶到端头而不能实行反程工作时,可通过设在首尾两端的限位控制装置切断电源,如上述系统全部失控时,设在首尾端的车挡强制将设备控制在限位范围内,从而控制了设备等事故的发生。
二、控制系统说明
3.1硬件说明
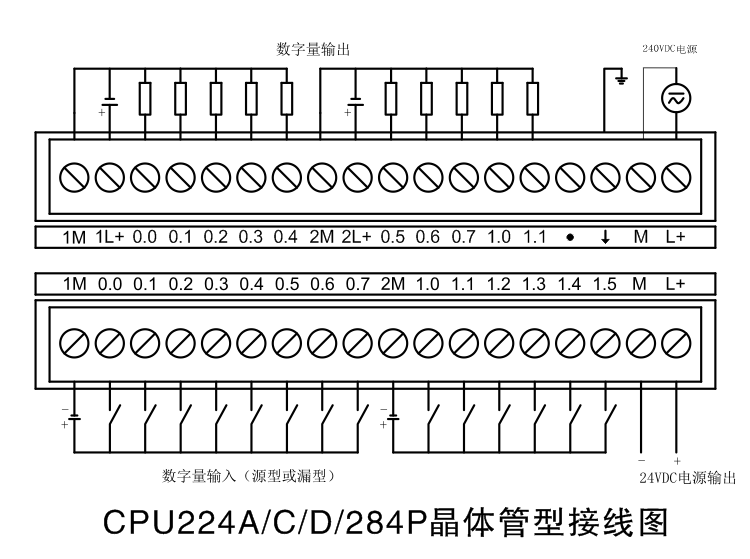
该控制系统所用的*处理器为西门子公司的CPU224 AC/DC继电器输出。S7-200系列是一种可编程逻辑控制器(Micro PLC)。它可以控制多种多样的自动化工业的应用,它紧凑的设计,低廉的价格,以及强大的指令,使得S7-200控制器可以近乎**地满足小规模的控制要求。此外,丰富的CPU类型和电压等级使其在解决用户的自动化问题时,具有很强的适应性,该控制系统所用的是S7-200系列,不过也可通过该模块上的 PROFIBUS-DP接口,通过现场总线将该小系统组态到大系统中