-

浔之漫智控技术(上海)有限公司
主营:西门子PLC代理商,西门子PLC模块代理商,西门子中国一级代理商,西门子低压电器总代理商,西门子DP通讯电缆代理商,西门子中国总代理商

浔之漫智控技术(上海)有限公司
主营:西门子PLC代理商,西门子PLC模块代理商,西门子中国一级代理商,西门子低压电器总代理商,西门子DP通讯电缆代理商,西门子中国总代理商 15
15

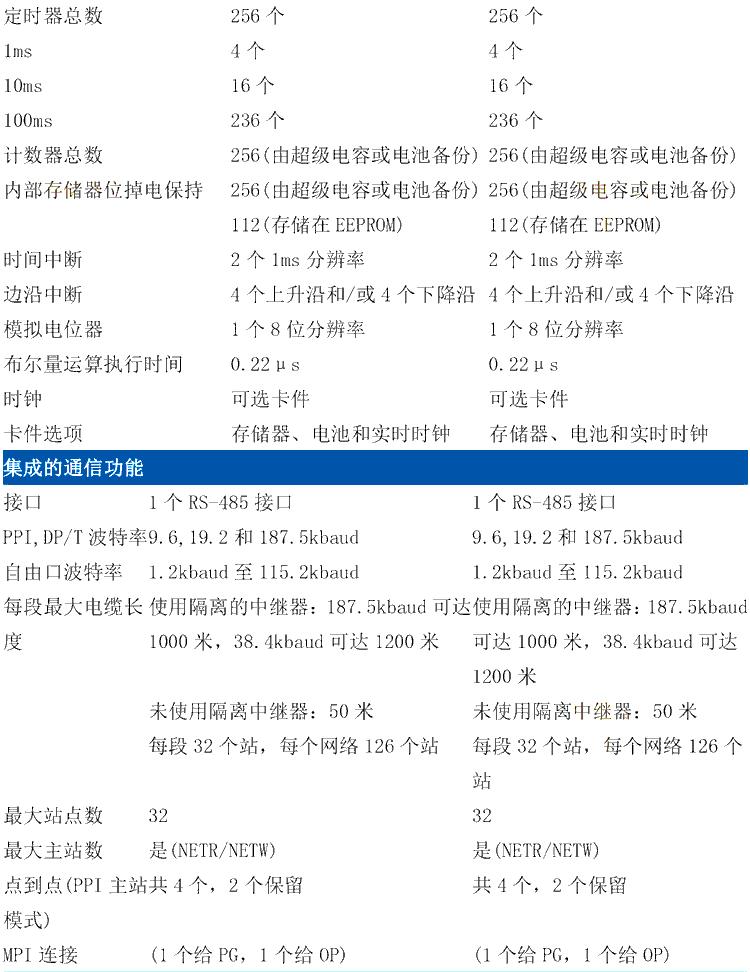
西门子模块6AV2124-0GC01-0AX0参数详细
电动机在快速停车过程中,由于惯性作用,会产生大量的再生电能,直接作用于变频器的中间直流部分,如不消耗这部分电能会造成变频器报故障或者变频器损坏。制动电阻就是用来消耗掉这部分电能的。每个变频器都有制动单元(小功率是制动电阻,大功率是大功率晶体管GTR及其驱动电路),小功率的是内置的,大功率的是外置的请根据变频器说明书来配置制动电阻。
A、首先估算出制动转矩
=((电机转动惯量+电机负载测折算到电机测的转动惯量)*(制动前速度-制动后速度))/375*减速时间-负载转矩
一般情况下,在进行电机制动时,电机内部存在一定的损耗,约为额定转矩的18%-22%左右,因此计算出的在小于此范围的话就*接制动装置;
B、接着计算制动电阻的阻值
=制动元件动作电压值的平方/(0.1047*(制动转矩-20%电机额定转矩)*制动前电机转速)
在制动单元工作过程中,直流母线的电压的升降取决于常数RC,R即为制动电阻的阻值,C为变频器内部电解电容的容量。这里制动 单元动作电压值一般为710V。
C、然后进行制动单元的选择
在进行制动单元的选择时,制动单元的工作较大电流是选择的一依据,其计算公式如下:
制动电流瞬间值=制动单元直流母线电压值/制动电阻值
D、最后计算制动电阻的标称功率
由于制动电阻为短时工作制,因此根据电阻的特性和技术指标,我们知道电阻的标称功率将小于通电时的消耗功率,一般可用下式求得: 制动电阻标称功率 = 制动电阻降额系数 X 制动期间平均消耗功率 X 制动使用率%
制动特点 能耗制动(电阻制动)的优点是构造简单,缺点是运行效率降低,特别是在频繁制动时将要消耗大量的能量,且制动电阻的容量将增大。
1、制动电阻器箱数粗略计算为:电动机功率(KW)/11.2(取整数上限值).
2、制动单元功率的选择一般是变频器的功率大小的(1~2)倍;
3、制动电阻器功率大于电动机功率KW/2。(按照公式Pb=8Q*v*η)
4、制动电阻值大小选择公式700/电动机功率KW(采用多个制动单元并联运行时,每个制动单元所配置的电阻器阻值不小于700/电动机功率KW;较小电阻值要按照有关配置表查得);
5、首先依据电动机大小确定变频器的功率大小;


工业控制计算机(简称工控机)是以计算机技术为基础的新型工业控制装置,目前已成为工业控制的标准设备,被广泛地应用于各行各业,工控机是实现生产自动化的较佳配套产品,而工业可编程序控制器(PLC)则在工控领域中占有主要的地位。
一、我国工业控制计算机的发展
20世纪40年代末50年代初,我国的流程工业规模很小,设备陈旧,必要的调节主要靠较简单的测量仪表由人工操作运行。50年代末60年代初,我国研制生产的传感器、变送器、调节器、执行器等,基本上能显示过程状态,实现调节意图,较终命令执行器完成对工艺流程的调节要求。70年代初,我国自行研制的工控机开始应用于工业过程控制,它部分地取代了原来控制室内的仪表。但由于受当时电子器件性能的限制,工控机本身的可靠性远不如现在,工控机带来的控制集中引起“危险”集中。70年代末,分散型控制系统(DCS)进入工控领域,解决了“危险”集中的问题,还解决了一些复杂的控制。DCS可建立通信网络,为大工厂生产带来许多方便,但其价格一直居高不下。80年代初,适应性较强的总线型工控机(STD)应运而生,STD总线技术的推广和应用,使工控机的功能更加强化。
二、工业可编程序控制器(PLC)发展趋势
PLC作为工控机的一员,在主要工业国家中成为自动化系统的基本电控装置。它具有控制方便、可靠性高、容易掌握、体积小、价格适宜等特点。据统计,当今世界PLC生产厂家约150家,生产300多个品种。预计到2000年,销售额约为86亿美元,占工控机市场份额的50%,PLC将在工控机市场中占有主要地位,并保持继续上升的势头。
PLC在60年代末引入我国时,只用作离散量的控制,其功能只是将操作接到离散量输出的接触器等,较早只能完成以继电器梯形逻辑的操作。新一代的PLC具有PID调节功能,它的应用已从开关量控制扩大到模拟量控制领域,广泛地应用于航天、冶金、轻工、建材等行业。但PLC也面临着其它行业工控产品的挑战,各厂家正采取措施不断改进产品,主要表现为以下几个方面:
1.微型、小型PLC功能明显增强
很多**的PLC厂家相继推出高速、高性能、小型、特别是微型的PLC。三菱的FXOS14点(8个24VDC输入,6个继电器输出),其尺寸仅为58mm×89mm,仅大于几个毫米,而功能却有所增强,使PLC的应用领域扩大到远离工业控制的其它行业,如快餐厅、医院手术室、旋转门和车辆等,甚至引入家庭住宅、场所和商业部门。
2.集成化发展趋势增强
由于控制内容的复杂化和高难度化,使PLC向集成化方向发展,PLC与PC集成、PLC与DCS集成、PLC与PID集成等,并强化了通讯能力和网络化,尤其是以PC为基的控制产品增长率较快。PLC与PC集成,即将计算机、PLC及操作人员的人—机接口结合在一起,使PLC能利用计算机丰富的软件资源,而计算机能和PLC的模块交互存取数据。以PC机为基的控制容易编程和维护用户的利益,开放的体系结构提供灵活性,较终降和提高生产率。
3.向开放性转变
PLC存在严重的缺点,主要是PLC的软、硬件体系结构是封闭而不是开放的,绝大多数的PLC是**总线、**通信网络及协议,编程虽多为梯形图,但各公司的组态、寻址、语文结构不一致,使各种PLC互不兼容。国际电工协会(IEC)在1992年颁布了IEC1131-3《可编程序控制器的编程软件标准》,为各PLC厂家编程的标准化铺平了道路。现在开发以PC为基、在WINDOWS平台下,符合IEC1131-3国际标准的新一代开放体系结构的PLC正在规划中。
三、PLC主要厂家及产品介绍
在**PLC制造商中,根据美国Automation Research Corp(ARC)调查,世界PLC**厂家的五霸分别为Siemens(西门子)公司、Allen-Bradley(A-B)公司、Schneider(施耐德)公司、Mitsubishi(三菱)公司、Omrom(欧姆龙)公司,他们的销售额约占**总销售额的三分之二。从西门子公司的SIMATIC S7-400的性能可对PLC窥见一斑:
SIMATIC S7-400是匣式封装模块,可卡在导轨上安装,由I/O总线和通信总线建立电气连接,模块可在工作或加电时替换或插、拔,可快速安装维护,修改方便,其主要性能为:
·CPU存储器容量64K字节,可扩展到1.6M字节;
·位和字处理速度80ns至200ns;
·较高系统计算能力可以有4个CPU同时计算;
·一个*框(CR)可扩展直到21个扩展框;
·每个CPU上多点接口(MPI)能力,如可同时连接文字显示或操作员以及编程器件;
·CPU上的SINEC-L2-DP附加有分散I/O的集成性能;
·提供与计算机和其它Siemens产品或系统的连接接口;
·高可靠性,完善的自诊断和清除故障功能。
我国的PLC生产目前也有一定的发展,小型PLC已批量生产;中型PLC已有产品;大型PLC已开始研制。国内PLC形成产品化的生产企业约30多家,国内产品市场占有率不**过10%,主要生产单位有:苏州电子计算机厂、苏州机床电器厂、上海兰星电气有限公司、天津市自动化仪表厂、杭州控制电脑公司、北京机械工业自动化所和江苏嘉华实业有限公司等。国内产品在价格上占有明显的优势。
江苏嘉华实业有限公司生产的JH 120系列产品主要性能有:
·输入输出从20点到120点任意配置;
·内置32个定时器、31个计数器、几百个中间继电器和数据寄存器,可方便地完成逻辑控制、定时、计数控制、高速计数、数据处理、模拟量控制等功能;
·编程简便,108条指令功能齐全;
·DIN标准卡槽安装,可拆端子排接线;
·高可靠性,强抗干扰,用于各种工业环境。
随着微处理器、网络通信、人—机界面技术的迅速发展,工业自动化技术日新月异,各种产品竞争激烈,新产品不断涌现。PLC也由较初的只能处理开关量而发展到可以处理模拟量和数据,加之与DCS、PID调节器、工业PC等技术相结合,使之不再是一种简单的控制设备,而且必将随着自动控制技术的不断发展而发展生存下去。