-

浔之漫智控技术(上海)有限公司
主营:西门子PLC代理商,西门子PLC模块代理商,西门子中国一级代理商,西门子低压电器总代理商,西门子DP通讯电缆代理商,西门子中国总代理商

浔之漫智控技术(上海)有限公司
主营:西门子PLC代理商,西门子PLC模块代理商,西门子中国一级代理商,西门子低压电器总代理商,西门子DP通讯电缆代理商,西门子中国总代理商 15
15

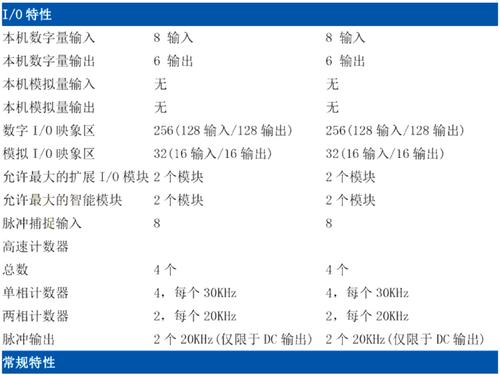
6SL3040-0PA01-0AA0技术参数
1 生产流程及工艺要求
生产水泥熟料采用的主要原料是石灰石、粘土和铁粉,将这些原料按一定比例配合粉磨后,制成生料,然后,以煤为燃料用水泥回转窑对生料连续加热,使其经过一系列物理化学反应变成熟料。整个熟料生产过程可以分为以下四个阶段:①干燥、预热。生料经卸料、计量系统,再经气力输送和斗提机喂入五级旋风筒预热器,由热风进行干燥、加热到一定温度。②分解。经干燥预热后的物料进入分解炉,从冷却机抽来的热风送入分解炉旋涡室,使物料进一步升温,完成分解。③煅烧。经预热器、分解炉后大体完成了碳酸盐分解的物料进入水泥回转窑进行煅烧。④冷却。煅烧后的熟料进入窑头蓖冷机系统进行熟料冷却,再经盘式输送机输送到熟料储库。
为保证窑系统的良好的燃料燃烧和热传递条件,从而保证窑系统的较佳的稳定的热工制度,工艺要求模拟量输入(AI)165点,模拟量输出(AO)32点,数字量输入(DI)282点,数字量输出(DO)163点。模拟量输入信号包括设备调速、挡板开度、温度、压力、流量、电机功率、电机电流等信号的输出给定;模拟量输出信号包括设备调速、挡板开度等信号的输出给定;数字量输入信号包括备妥、设备运行、故障、各种限位开关、保护开关等发出的信号;数字量输出信号包括各台设备的驱动信号。[2]
2 控制系统组成
考虑到水泥生产线自控系统开关量占I/O总量的75%以上,自动调节回路数占模拟量I/O的3%,因此,从经济角度出发,自控系统采用基于PLC的两级DCS控制系统,由下位机(PLC)和上位机(工控机)构成,系统结构图如图1所示。系统设备选用美国Allen-Brdley公司制造生产的ControlLogix5550系列产品,控制网络为A-BControlNet。过程控制级包括四个控制站:原料站、煤磨站、窑尾站和窑头站,负责完成数据的采集和处理,并接受上位机指令对电磁阀、高低压电机、交直流电机、喂煤计量称等设备进行控制。过程管理级(操作站)由四台工控机组成,完成生产工艺过程的监视、操作、控制,每个工控机之间由ETHERNET连接,形成局域网,并且每个工控机分别由KTC(A、B网)卡连接下位的PLC控制器,每个框架之间也通过KTC卡相连接,可按操作员指令信息,随时将相关设备的状态和运行数据通过激光打印机输出,当参数****,显示屏显示报警信息,并通过声音警示。
控制网络采用Allen-Brdley同轴**网线、冗余的双网星型结构,速率为5Mbps,网络扫描时间设定为15ms,系统通讯通过ControlNet网络实现下位机PLC与上位机工作站之间的信息交换,网络节点地址为18个。
从控制精度、I/O点数和扫描速度等方面考虑,下位机选用美国Allen-Brdley公司制造生产的ControlLogix5550系列PLC。鉴于水泥工业粉尘较大的特点,为保证DCS系统电器动作的可靠性,DI/DO模板均采用220VAC类型。AI模板主要类型为:差分双端4~20mA型、热电阻(PT-100)型、热电偶(mV)型、称重(mV)模板4种类型。其中“称重型”模板为Allen-BrdleyOEM产品(加拿大生产),用于煤粉称重仓、原料均化称重仓计量转换(将mV/V信号变换为PLC系统接收的数字信号)。AO模板采用标准型,可组态为:4~20mA或1~5V及0~10V。
上位机作为操作员终端监控站,用以实现集中监测、控制和管理的思想。上位工控机选用PentiumⅢ处理器、较小128M内存、八倍速SCSI光驱、较小9GBSCSI硬盘、30功能键键盘、3.5″软驱、支持1024×768×65K色显卡,并配置彩色汉化显示屏及激光打印机。[3]
3 软件
控制系统硬件大多为Allen-Braley公司的产品,其配套开发软件上位机用RSView32软件进行工作站界面设计,下位机用RSLogix5550编程软件实现。另外,网络管理用RSNetWorx软件以及网络通讯用RSLinx软件来完成网络之间的信息交换。
3.1PLC控制程序设计
下位各站按操作顺序及操作要求分成若干“组”,马达的起停按组操作,组内设备按起动顺序排列。系统联锁信号分为设备联锁、工艺联锁及起动联锁。窑尾窑中系统控制分组为12组,共控制电机23台、电磁阀等阀门29个,窑头系统控制分组为15组,共控制电机35台、电磁阀2个。
本控制系统的马达控制采用“机旁**”的方式,即在机旁设有带钥匙的转换开关,转换开关设有三个位置:机旁(L)、零位(O)、集中(C)。当转换开关指向“L”时,在机旁可以进行开停操作,中控不能控制;转换开关指向“C”时,由中控进行控制,机旁不能操作,但停车按钮仍起作用,在集中方式下,遇到紧急情况,可按下停车按钮,使设备停车,中控的操作台上发出故障报警;当转换开关处于零位时,马达的二次回路断开,不论是集中还是机旁都不能操作,以**设备检修时的安全。
每台马达与控制系统的信号联系一般有:
备妥RD(DI):马达已准备好允许系统起动;
驱动DR(DO):系统在逻辑条件满足的情况下,输出信号驱动设备动作;
应答RN(DI):设备运行后,控制接触器的辅助触点给系统以应答。
为保证重要工艺参数稳定,利用PLC的PID功能指令,组成预热器五级筒出口气体温度、蓖冷机蓖速等18个闭环控制回路,实现自动调节。
下位机的控制程序用RSLogix5550编程实现,按照单一功能的模块化设计方法,编制各组控制程序。编程中,除使用顺序指令以外,还使用了一些功能指令,来简化程序设计,减少程序代码的长度以提高工作速度。
3.2工控机软件设计
上位机应用软件:计算机操作系统采用bbbbbbs2000中文版。组态、编程软件包括用于程序开发的RSLogix5000、用于ControlNet管理的RSNetWorx、用于网络通讯的RSLinx、用于工作站画面设计的RSView32;其它工具软件包括Auto2000、Excel、Word等。
上位工作站开发的软件程序包括:工作站各系统工艺画面流程、状态、操作方式;工艺、电气参数的实时趋势及历史趋势;工艺及电气的故障实时报警;生产日报、事件报表、时报等。
本系统工艺流程界面呈立体效果,界面背景颜色与设备颜色、参数颜色搭配。操作配以热键、模拟按钮、触摸等多种方式进行。为防止误操作而退出控制系统,采用登录和退出登录的方式,以Password赋予维护工程师,提高系统的安全性。操作员可按时间(数据保留10天)随时调出工艺参数趋势。[4]
界面中设备的状态显示分为备妥、故障、运行3种,定义实体绿色为设备运行状态,实体红色为停机状态,红色、绿色交替闪烁为不备妥或故障状态。各工艺参数(包括温度、压力、流量、料位、电流、电压、功率、速度、阀位等)一般在工艺设备的测点附近,绿色为正常,黄色为警示,红色为严重报警。各系统界面均加有紧急停车按钮,在起动或停止设备时均有再次确认过程,组与组之间的联锁通过模拟按钮灯的状态明确指示,以确保操作安全、可靠。在监控界面设计中各种保护、报警信号均实时给予声光警示,同时进入报警记录,操作员按时间顺序可随时查阅各种报警参数,以便对设备的运行状况给予决策。系统概貌界面如图2所示。
4 结束语
本文创新点:结合水泥生产的特点,采用ABPLC及配套的编程软件RSLogix5000、RSView组成经济实用的监控系统,通过上位机(工控机)和下位机(PLC)之间的数据通讯,实现生产设备的逻辑控制,并对生产工艺流程进行自动监控。
该监控系统设计合理、功能稳定可靠,改进了操作方式,使得操作简便、直观,利用AB控制系统,系统结构灵活、性价比高。投入运行使用后,运行状况良好,达到预期控制要求,生产效率提高,取得了明显优于传统控制的良好效果,具有较高的推广和应用价值。


① 多个节点能够从单个生产者(数据源)接收数据;
② 节点能够同步化(多信道广播);
③ 优化的带宽潜力能用于增强系统功能;
④ 使用同一网络进行编程和I/O信息传送。
5 月浦水厂AB控制网的应用情况及维护
月浦水厂的控制网络从运行到现在比较稳定。曾出现一次单网断网的故障,由于有冗余双网热备起作用,对生产没有影响。这次故障是由于挖断电缆所致,后经抢修,很快接通恢复正常。
月浦水厂的ControlNet网络为总线型,网络两端各有一个50V的终结器,传输介质为同轴电缆,电缆有五层屏蔽。采用同轴电缆使维护显得比较简单。ControlNet网络采用的组态软件是RSNETWORK,它能提供一个图形化的网络视图,能改善带宽的利用率,具有在线和离线组态网络的能力。这个软件是配置控制网和维护控制网*的软件。
我们在收到系统的断网报警后,处理过程是先观察PLC处理器或插在计算机扩展槽的1784-KTCX卡的网络通讯灯,如发现A网或B网的灯在红绿交替闪烁,则表示该网通讯异常,如果只是A网故障,B网正常,可直接断开A网,这不影响网络通讯和正常生产。把A网按分站分成两段,逐段检查,查出是哪一段,再按分站分成两段,逐段检查,直到查出断点。连接断点时,只要用所配的控制网工具箱的**工具,剥开电缆,装上BNC头,并钳紧。在断开通讯电缆两头的BNC头接好后,把两个的BNC头连在**接件上,外面作一下防水处理,连接就是这样简单。如果查了网络电缆没问题,就要从软件着手检查,启动RSNETWORK,检查网络配置是否正确,如不正确,可用原有备份的网络配置程序重新下载到PLC中,必要时进行修改后再下载。
由于月浦水厂所处位置属多雷区,ControlNet网络虽然传输速度高可靠性好,但是传输信号弱小,所以,为确保整个系统的安全运行,必须对整个监控系统进行严密的防雷保护。月浦水厂ControlNet网络采用英国bbbematic公司的NP08避雷器,笔者对避雷器的接地电阻每年进行三、四次检测,确保网络的安全运行。
6 结语
总体上说来,ControlNet网络是一种先进的实时控制网络和控制系统平台,是规模庞大、扩容简单、稳定安全、技术先进的PLC冗余控制网,能保证水厂安全生产和连续生产,完全可以满足水厂的生产要求。新建水厂或改造老水厂可以考虑使用。